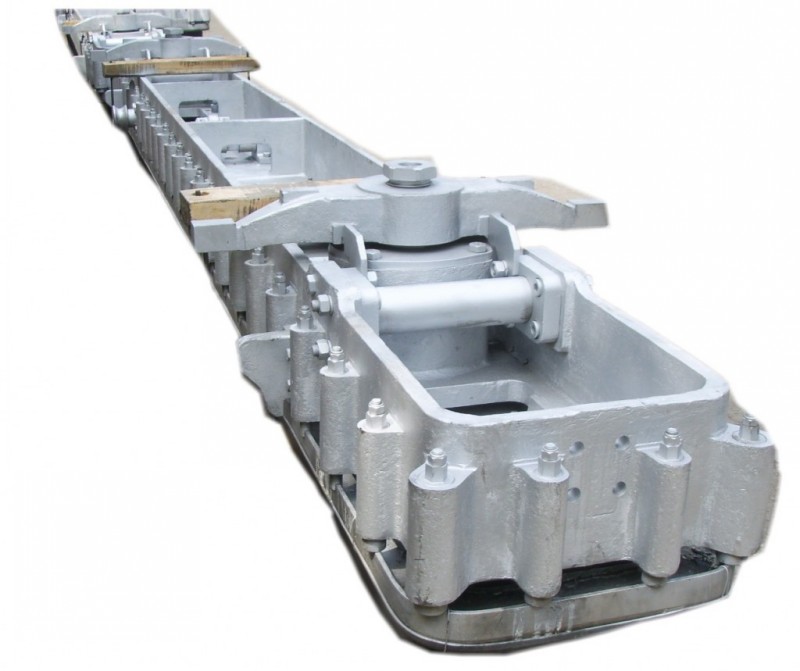
Brief Introduction of Sand Casting
The sand casting is a way of foundry in sand mold casting method. Steel, iron and most of the nonferrous metals, about 90% of the casting products are made by sand casting.
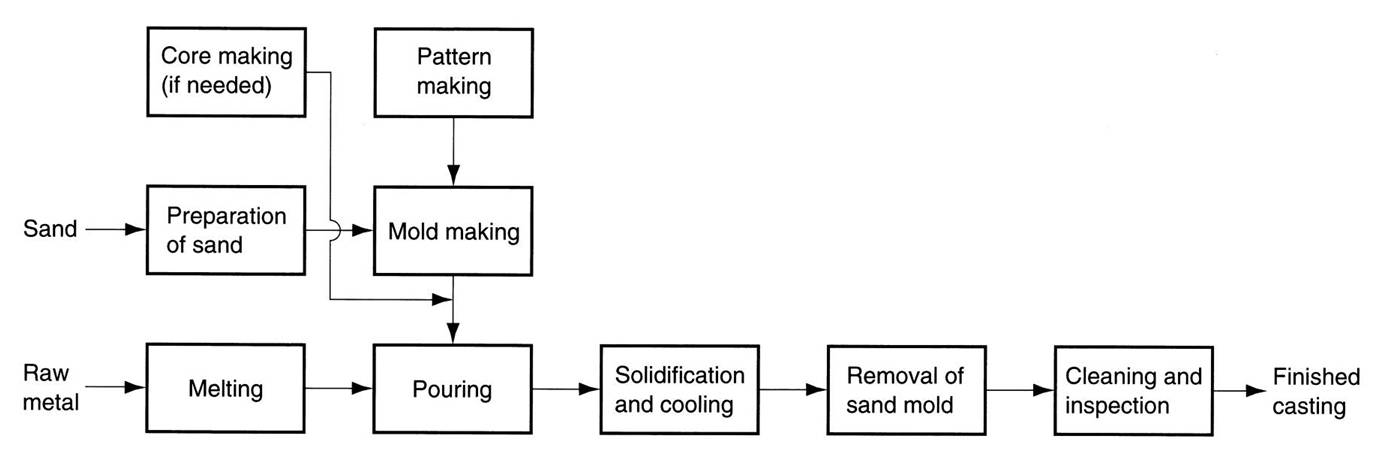
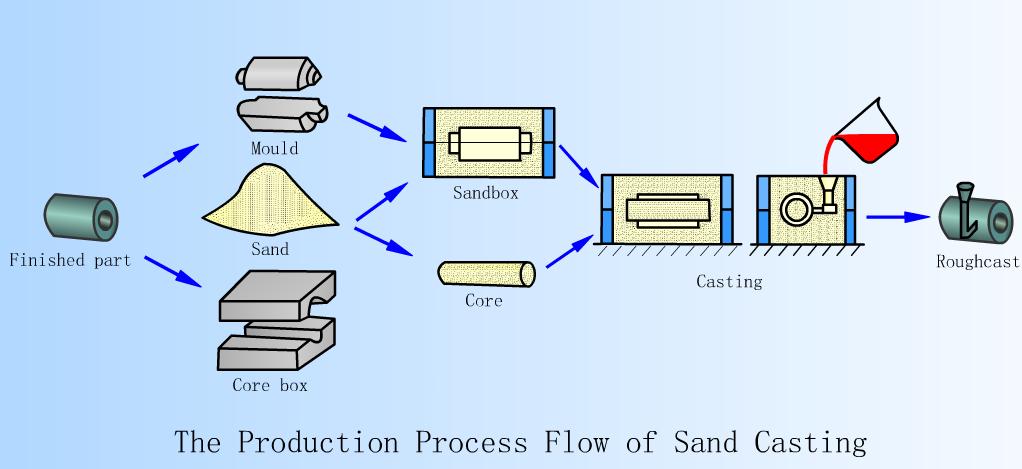
The Process Flow of Sand Casting
The whole production process includes preparation stage, modeling, core making, mould assembling, pouring, sand shakeout,cleaning, inspection(including UT lamination inspection, quality test ).
Modeling Material
The material for manufacturing mold is known as molding material. The sand casting is mainly used for sand mold and core sand mold, which are made of sand, binder and additive. The modeling material should have these properties:
(1)plasticity: the sand and core sand should be easy to shape under the action of external force.
(2)Sufficient strength: the sand and core sand should not easy to damage.
(3)Fire resistance: they should be not easy to soften under high temperature, sintering and adhesion.
(4)Permeability: after tight process, the sand and core sand should be easy to ventilate.
(5)Concession: during the cooling process, the sand and core sand can be compressed.
The followings are the usual sand casting materials for sand and core sand.
Natural sand (or quartz) + binder (sodium silicate binder or clay) + addition (coal powder or sawdust, etc.)
1.The ordinary clay (white clay): dry sand mold, which features high strength and is mainly used for important big parts (drying).
2.Clay: green sand, which is used for general parts (dry).
3.The plant oil sand (tung oil + quartz sand): core sand, dry, high strength, rolled, permeability is good, for modalities core manufacturing.
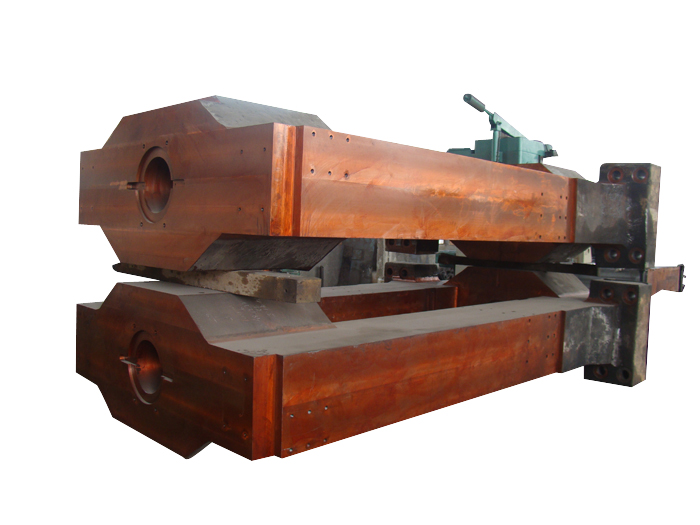
Model and Core Box
1.The mold and core box are the tools for making mold and mold core
2.The mold is used for forming the shape of the castings. The appearance is the external shape of the castings. The core forms the inner cavity of the casting. The core box is used for making mold core.
3.In sand casting process, it is usually used wood to manufacture the appearance of the mold and core box.
4.As for the special casting, it is used the metal mold, plastic mould and other models.
Modeling Method
In accordance with the method of the modeling, it can be classified as manual modeling and machine modeling.
1.Manual Model
The processes of sand filling and compaction, and draw are mainly by artificial to complete, which is flexible operation, but low productivity. It is mainly used in sheet small batch production.
2. Machine Model
In the machine model, it is used the machine to build the model. Sand filling and compaction, and draw and so on are to realize mechanization, which is high productivity. It needs large investment. It is used for mass production of castings.
Core Making and Mold Assembling
1.The Modeling of Core
The core plays an important role in the casting process. First, the core is used for forming the inner chamber of the casting parts. Second, it can simplify the shape of the mold, in order to manufacture the table and groove on the casting parts. The care should be made of better material than the the green sand molding materials. The methods of modeling core has two ways, manual and machine.
2.Mold Assembling
The casting mold assembly process refers as mold assembling. Before finishing the mold assembling, put in mold core, buckle up the top part, place the flood basin. After finished it, lock the two cases firmly to prevent the mismatch and lifting box.
Cast Iron Melting and Casting
1.The equipment for cast iron is cupola furnace and induction furnace, converter, etc. While as for the steel casting, the equipment should include converter, electric arc furnace, intermediate frequency furnace, etc.
2.The materials are metal, fuel and flux.
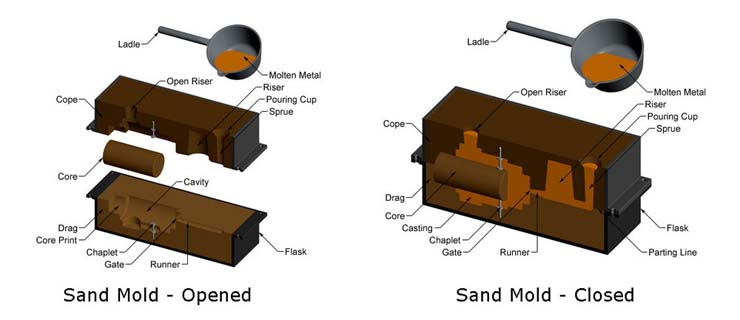
3.Pouring system: The teeming process is to guide the metal liquid into the mold. The poring system contains four parts, the sprue cup, SPR, runner and ingate.
Shakeout, Cleaning, Inspection
1.The Process of Shakeout
After pouring and forming, the casting parts are separated from the sand and sand box, which includes outbox and cleaning, including manual shakeout and mechanical shakeout.
The temperature of the outbox process is not higher than 500Cº, so as to avoid internal sress and cracking of the casting parts.The deoxidization is remove sand and core sand.
2.Cleaning
The cleaning process is to remove the sprue, riser, burr and flashing, and the sand adhering on the casting surface. The ways to remove the surface sand includes barrel cleaning, shot blasting and impact cleaning.
3.Inspection of Castings
This inspection process is to determine the qualified castings and remove the defective castings. Mainly includes hte appearance inspection, internal inspection, chemical properties and metallographic examination.
 |
Steel Casting Inspection As for the steel casting inspection, the inspection methods are as follows: 1. Material Inspection 2. Hardness Inspection After heat treatment, hardness of surface of casting part shall be measured by Shore Hardness Tester. 3. Visual Inspection 4. Dimensional Inspection 5. UT Inspection |

 English
English Japanese
Japanese



.jpg)