English
English Japanese
Japanese


![[!--PicAlt--]](/d/file/quality-supervision/pressure-vessel-1.jpg)
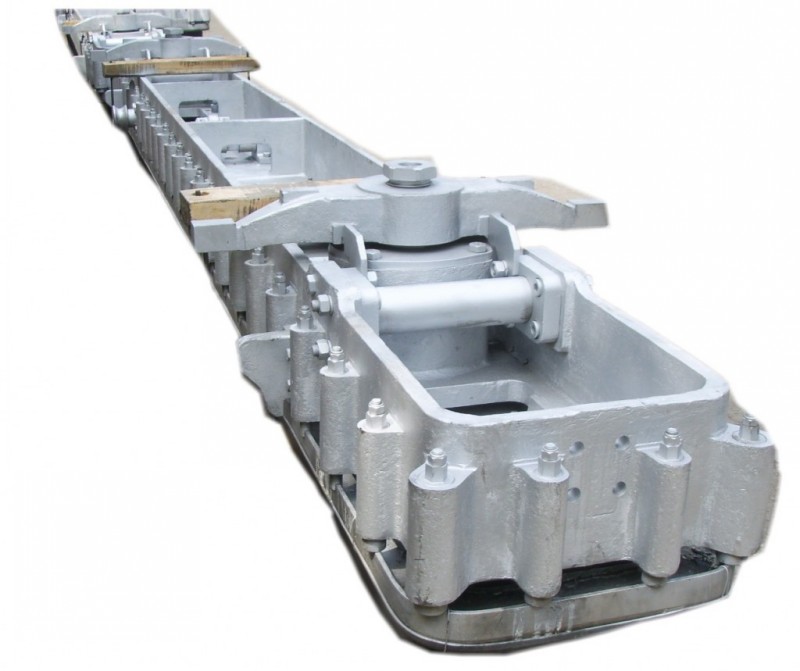
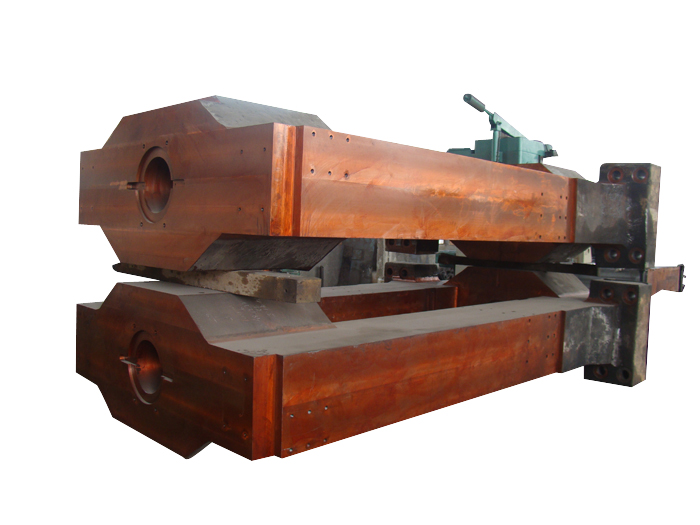
Pressure vessels Casting Disadvantages: 1.A mechanical performance than forgings (coarse microstructure, deficit, etc.) 2 sandy casting, single-piece, small-batch, labor intensity. 3.castings unstable quality, process more complex factors, easy to produce many defects. Since casting the above shortcomings so I strict accordance with technical requirements for more details of the various processes throughout the monitoring and inspection, to ensure product quality, to provide safe, reliable and secure products!

DHF Project Director (possesses multi-year Japanese supervision experience) will convene technical requirement conference with factory director, chief technical principal, chief manufacturing principal, manufacturing sector principal and a field sector operator, facilitate them to grasp technical requirements (inc. welding materials, welding mode, barrel moulding, nondestructive flaw detection parts and grades, dimension tolerance, heat treatment raise rate, holding time, cooling speed, tapping temperature, airtight and wateright experimental pressure, paint base brand and thickness, top coat brand and thickness, etc.), dispatch data to each person to avoid troubles during manufacturing.

DHF Project Director (possesses multi-year Japanese supervision experience) will check welding materials and plate, define welding essentials with chief welding technicians and QC before welding. He will supervise the whole welding process, supervise QC to take tests and access whether the welding tests are successful, then make relative solutions to ensure that practical welding are the same with test welding.


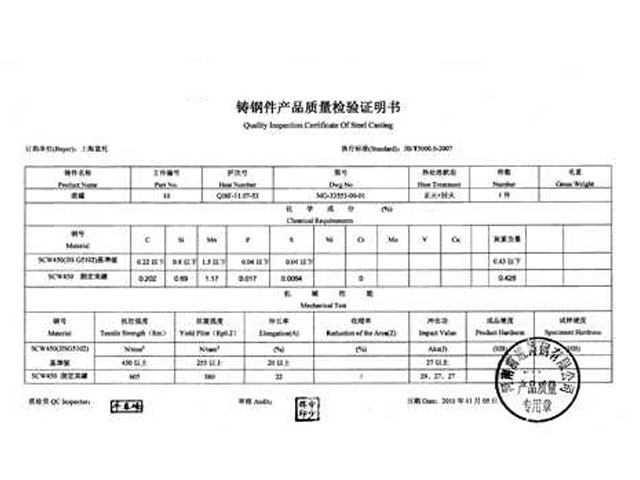
DHF Project Director will check the raw material quality certificate, actually measure sizes and check the amounts and components of raw materials to avoid troubles.

DHF Project Director will control the whole RT flaw detection, confirm and access the flaw detection results.

DHF Project Director will confirm raw material stocking position, finished products location, blanking drawings, blanking mode, bevel cutting mode and size, edge planning, blanking time, etc. with blanking principal and operators to avoid troubles. He will strictly control the blanking process to prevent troubles.


DHF Project Director will define all moulding requirements with moulding principal and field operators to avoid troubles.

DHF Project Director will confirm welding materials, current, voltage, welding size, location, welding seam requirements, etc. with field welding principal and operators, completely control the whole welding process to prevent troubles.


Before airtight test, based on clients’ flaw detection requirements, DHF Project Director will define all inspection requirements with inspector and field inspection personnel, jointly inspect products with inspectors to ensure the inspection accuracy and product quality.

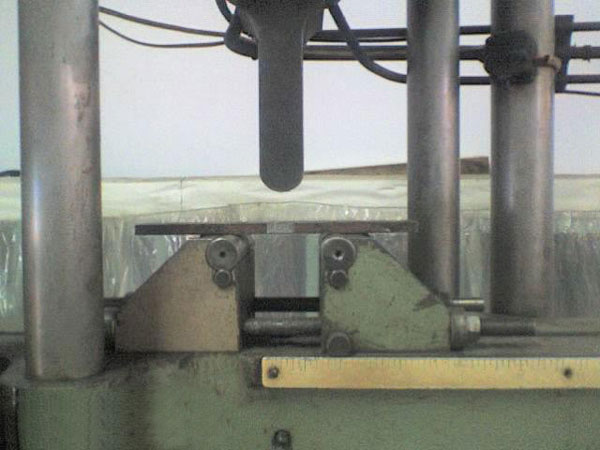
DHF Project Director will take size inspection jointly with QC principal and field inspector to ensure accurate sizes.

Before heat treatment, DHF Project Director will define all heat treatment requirements accurately with heat treatment principal and field operators, completely control the whole process to prevent troubles (placing position, hoisting safety, over tapping temperature, etc).


DHF Project Director will define airtight and watertight test requirements with test principal and field operators, inspect all test instrument and tools, check inspection unit and certificate, control the whole test process, evaluate the test result to prevent troubles and dangers.

DHF Project Director will supervise and guide field blasting to ensure blasting quality.


DHF Project Director will confirm paint base and top coat brand, define requirements for painting mode, drying time and paint thickness with painting principal and field operators, completely control the whole painting process to ensure quality and avoid painting dropout.

DHF Project Director, factory principal and QC personnel will take joint final inspection with clients to satisfy their recognition. If necessary, DHF will modify unsatisfied solutions promptly.
After inspection, DHF Project Director will offer detailed inspection records and data (inc. raw material quality certificate, RT flaw detection, records of blanking size, welding size, welding seam flaw detection, heat treatment, airtight and watertight test, paint film thickness, drying mode and material, package) to facilitate future equipment maintenance and repair.

DHF Project Director will check package materials, drying agent, packing mode and sealing mode, etc. with package principal and field operators, completely control and guide the whole package process to ensure package safety and drying efficiency, guarantee the package will satisfy transportation conditions and prevent product damage during transportation.

DHF Project Director, together with principal and field operators, will confirm whether the loading and shipment scheme is feasible, simulate whether the scheme is safe, supervise and guide the whole process to avoid danger and product damage.



.jpg)