English
English Japanese
Japanese


![[!--PicAlt--]](/d/file/quality-supervision/foundry/fundry.jpg)
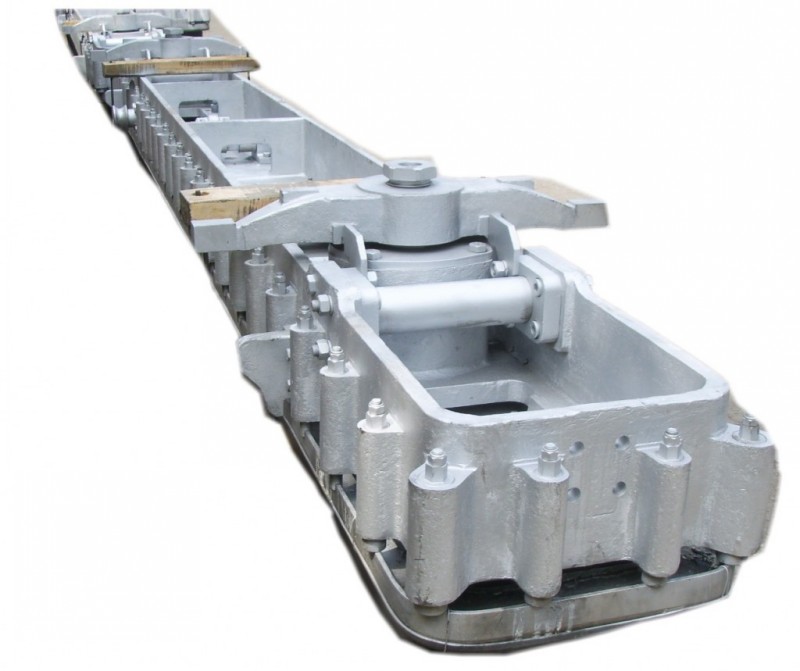
Foundry Casting Disadvantages:
1.A mechanical performance than forgings (coarse microstructure, deficit, etc.)
2 sandy casting, single-piece, small-batch, labor intensity.
3.castings unstable quality, process more complex factors, easy to produce many defects.
Since casting the above shortcomings so I strict accordance with technical requirements for more details of the various processes throughout the monitoring and inspection, to ensure product quality, to provide safe, reliable and secure products!

DHF will convene comprehensive technical conference as the client required to define specific manufacturing process of casting: 1) internal control standard of material component and others; whether the smelting is required to take modification treatment for grain refinement; gas content standard; 2) sand mould type and usage requirements; 3) integral or separated wood model, position of box dividing line, settings of riser, air flue, running channel and test bar sizes; 4) smelting process requirements, such as alloy baking requirements, filtration of furnace materials, decarbonizing quantity, slag removal and tapping temperature, single or double ladle casting, casting temperature, molten cast steel weight, pressure box iron weight; 5) cooling time and outlet temperature, neck-down mode of riser; 6) heat treatment technology; 7) welding material trademark, welding repair mode and technology; 8) apperance fineness; 9) UTMT inspection requirements and standards; participants include DHF General Quality Supervisor, project manager, technical principal, production principal and workshop leader, QC principal and inspector, procurement principal. DHF will distribute quality requirements as well as detailed technical data to each participant. DHF General Quality Supervisor will confirm and notify participants about each production link.
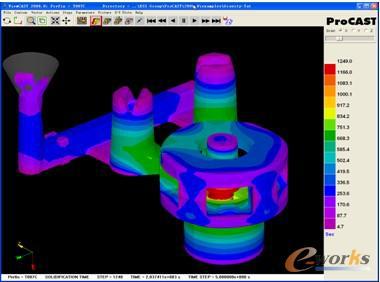
After technical communication conference, DHF will take software simulation according to final decision to verify process quality, formulate solutions based on simulation results, so as to ensure that the final process will be safe and feasible and completely satisfy technial requirements.


Wood model manufacturing is quite important for casting process. The qualified sizes of casting pieces, structure strength, surface finishing, lifting of pattern are decided by the dryness of raw materials, smooth manufacturing process and eligible size. Before wood model manufacturing, DHF General Quality Supervisor will verify the raw mateirals and manufacturing process, strictly inspect and record all sizes, check whether all parts will satisfy requirements. Any unqualified parts are not allowed to the next procedure.


After the wood models are delivered to factory, QC and DHF General Quality Supervisor will jointly inspect the model size, structural strength, surface quality, lifting of pattern device to determine qualified ones.


Sand mould manufacturing is quite important for casting pieces process. It may result in accidents. Failed sand mould may not only result in quality troubles but also cause severe accidents. Then DHF General Quality Supervisor will strictly control the whole process including roughing sand meshes, liquid glass proportioning, position of running channel and chrome ore chromium ore, degree of compaction and admission thickness, settings of integral exhaust system and air flue, surface coating, dryness control during final mould closing, so as to prevent quality troubles and accidents.

Before steel smelting, DHF General Quality Supervisor will check whether the raw material components are qualified, for example, try to use materials with lower copper, As, Sn and Pb, or else, DHF General Quality Supervisor will ask operator to change raw materials to guarantee product quality.
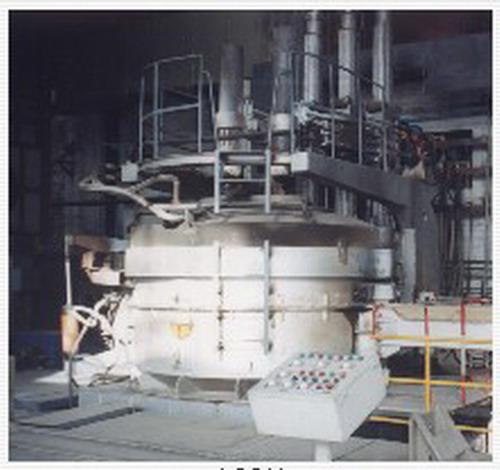

DHF General Quality Supervisor, together with maintenance leader, will verify maintenance records, lead all team workers to reconfirm equipment safety. This link is crucial to steel smelting process. Once there is accident, the production will be suspended and the product will be failed completely. DHF possesses multi-year production and supervision experience on such troubles as water cycling system failure during steel smelting, instant ladle falling resulted from failed crown block brake system, drop-off of loose electrode into arc furnace. DHF wil strictly inspect device before smelting to prevent troubles.


DHF General Quality Supervisor will track the whole smelting course, check molten steel quality and components. Chemical analysis can be divided as: component analysis, ladle component analysis after tapping, tapping component analysis during ladling. After three phases are qualified, casting pieces are allowed to cooling process. Unqualified components are strictly prohibited to the next procedure.

For the purification of molten steel via ladle bottom blowing argon gas, DHF General Quality Supervisor will strictly control molten steel quantity, casting temperature and riser state to guarantee quality.

After ladling, casting needs different cooling times based on different thickness and materials. The casting is allowed to get out of cooling pit only when cooling temperature is lower than 250 ℃.

Manual sand blasting is recommended after casting getting out of pit. Try to avoid surface damage made by large machinery. It is strictly prohibited to impact or inject water on high temperature casting to avoid cold crack.

DHF will take apperance visual inspection to check whether there is obvious crack or defect, whether the size is qualified. DHF will formulate solutions to avoid construction delay if necessary.


DHF will finish sand blasting as quick as possible, then remove riser and running channel under higher temperature to avoid cold crack. For alloy materials, the secondary cutting is recommended. It means to reserve 200 for the first time before normalizing cutting. Cutting temperature should not be lower than 200 ℃ for up 500 common carbon steel.

Before heat treatment, DHF General Quality Supervisor will check whether practical weight is equivalent to theoretical weight. Once the weight difference is greater, DHF will discuss solutions as quick as possible.

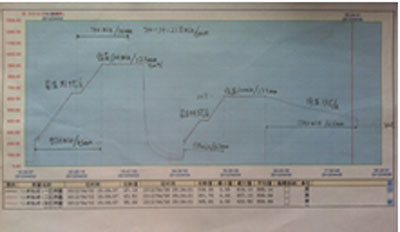
Heat treatment is a quite important procedure for casting quality. Based on different materials and types, DHF will formulate qualified process including heating up rate, holding time, cooling mode and other parameters. Before heat treatment, DHF General Quality Supervisor will define relative requirements and strictly supervise the process jointly with workers.

Surface grinding should be taken to meet surface cleanliness required by nondestructive flaw detection.


Generally MT inspection can be divided into three types: 1. horseshoe iron type; 2. upright type; 3. fluorescent penetrant inspection. Dry and wet magnetic powder can be applied according to different conditions. Horseshoe iron crack detection is convenient for operation, but it requires high surface cleanliness. Upright crack detection requires low surface cleanliness and is quite applicable to large-size casting, but its operation methods are complicated. Fluorescent penetrant inspection is convenient to find out defect parts, but the cost is high, it also requires high surface cleanliness. Generally we adopt upright dry detection for large-size casting. Being accomplished in MT detection DHF General Quality Supervisor will supervise the whole inspection process.


UT flaw detector includes common detector and 3D imaging detector. Common detector only has one sensor by displaying wave curve, while 3D imaging detector has 16 detectors by displaying wave curve and 3D images. As the clients require, we will adopt 3D imaging detector for high-precision casting inspection by strictly executing clients' standards. The professional DHF General Quality Supervisor will supervise the whole inspection process.

During repair process, DHF General Quality Supervisor will completely supervise the process and check whether the repair parts are qualfiied. He will take air gouging after verifying position and depth to confirm defect state, after removing defect, he will grind the parts to reach high cleanliness. Then he will take MT and UT flaw detection to confirm whether defect parts are clear, preheat and take welding repair under 150℃, after welding, use heat-protective materials to cover the repair parts and keep heat preservation, finally apply parts to remove stress and realize tempering.


After repairing defect and realizing tempering, DHF will take flaw detection again to confirm whether defect repair is qualified before delivering to the next procedure.

As the integral repair is qualified, DHF will take the final heat treatment to remove welding stress and guarantee integral product quality.


After final heat treatment, DHF will take the integral shot blasting to remove and strengthen surface quality.


DHF General Quality Supervisor will supervise the whole loading process, confirm that different castings can be loaded on different vehicles in different placing positions, so as to ensure the transporting safety.


As the casting is delivered to the port, DHF General Quality Supervisor will check shipment and fixture with captain based on established shipment scheme to ensure safety of casting during sea transportation.



.jpg)